
API 653 Tank Inspection, Repair, Alteration, and Reconstruction provides the minimum standards for performing these actions on tanks constructed under API 650 Welded Tanks for Oil Storage (formerly API 12C). However, owners/operators who want to limit risk and maintain the integrity of carbon steel tanks not built under API 650/API 12C can opt to follow these standards.
So, what are API 653 inspections and what does it entail?
As informed by API 653, the three steps to tank inspection compliance are regular external inspections, thorough internal inspections, and adequate reporting and recordkeeping. On the surface, the requirements may seem confusing because their application is situational and can differ from tank to tank. But follow the steps below to better understand API 653 inspections.
Step 1 - External API 653 Inspections
The first step in ensuring that a tank is API 653 compliant is to perform external inspections at the recommended intervals. There are three main types: routine inspections, external visual or ultrasonic testing (UT) thickness inspections, and cathodic protection surveys.
Routine inspections are visual inspections of the outside of in-service tanks to look for leaks, corrosion, or shell distortions and to monitor the condition of the foundation, coatings, insulation, and appurtenances. This is the only tank inspection that does not require a certified API inspector. Tank owners/operators or trained personnel are permitted to perform routine inspections at intervals not exceeding one month.
External inspections are executed by an authorized API 653 inspector. The inspector will visually examine the roof, shell, and grounding systems and, if applicable, will remove insulation to the extent required to determine the condition of the base material. An external inspection should be performed every five years unless the owner/operator opts for a UT inspection, which may extend the interval.
A UT thickness inspection of the tank’s shell is also performed by an authorized API inspector. API does not define the type of UT method to use, however, automated UT (AUT) techniques generate the amount and quality of data necessary to easily determine the corrosion rate. If the corrosion rate is known, the inspection interval can be extended for up to 15 years, but if not, the interval remains every five years.
Lastly, for tank bottoms that are externally protected by cathodic protection, periodic cathodic protection surveys should be completed in accordance with API RP 651: Cathodic Protection of Aboveground Storage Tanks.
Step 2 - Internal API 653 Inspections
The next step to compliance involves internal inspections. Prior to the inspection, the tank must be taken offline, emptied of its contents, and sufficiently cleaned to ensure the highest quality UT readings and increase the inspector’s safety. Modern approaches, such as robotic industrial cleaning methods, can eliminate confined space entry and decrease downtime. API 653 established three goals for internal inspections:
API 653 established three goals for internal inspections:
- ensure the bottom is not corroded or leaking
- gather data for the minimum bottom and shell thickness assessments
- identify and evaluate tank bottom settlement
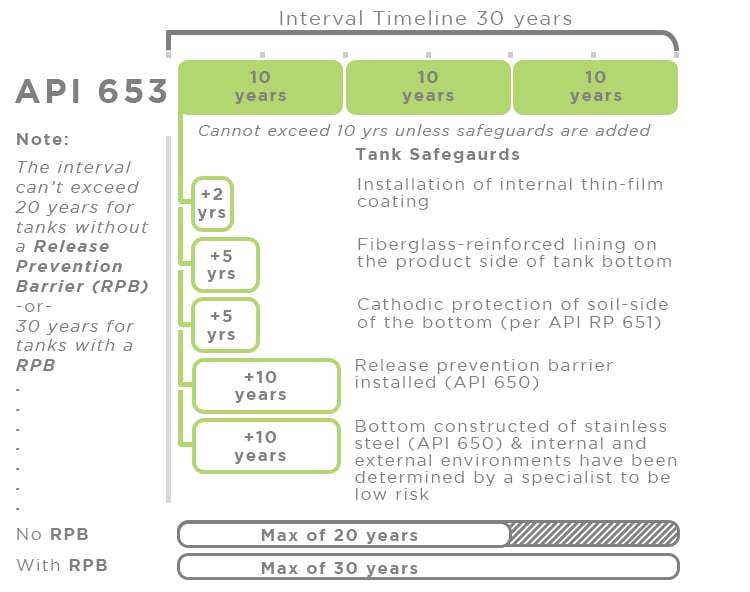
Depending on a facility’s management approach, owners/operators can choose to either follow the intervals established in API 653 or establish a Risk-Based Inspection (RBI) approach informed by API RP 580: Risk-Based Inspection. For both scenarios, API 653 states that tank inspection intervals “shall not exceed 20 years for tanks without a Release Prevention Barrier or 30 years for tanks with a Release Prevention Barrier.” This is true for the first and subsequent inspections.
If following API 653, the first inspection cannot exceed 10 years beyond the initial service date, unless one of the safeguards below is added to the tank. Then the interval times are additive. For subsequent inspections, the interval is determined by the corrosion calculation for the tank bottom.
Alternatively, an RBI assessment can determine the first and subsequent inspection intervals after taking into consideration the probability of failure and consequences of failures as outlined in API 580. The assessment must be performed and regularly reviewed by a team of individuals, including inspectors and engineers, who are well versed in API 653. For facilities with multiple tanks, an RBI assessment and inspection interval may vary slightly from asset to asset.
The probability of failure is determined by evaluating several factors, including construction records, corrosion analysis, inspection history, environmental factors, and the effectiveness of inspection methods and scope. The consequences of failure should consider the properties of the product the tank is storing, the bottom release prevention barrier (if applicable), possible modes of failure, and the environmental impact including distance to environmental receptors and cost of remediation.
It is important to note that, for the tank bottom assessment, on-stream external UT thickness inspections can be performed in lieu of internal inspections if the internal interval is less than or equal to the external interval determined by the corrosion rate.
When an external UT thickness inspection is thorough enough in scope and the internal inspection is being performed solely for the purpose of assessing the tank’s bottom, it can be performed while the tank is in-service using robotic and electromagnetic techniques to gather UT thickness readings. Special consideration should be given to factors that may affect the integrity of the tank floor, such as settlement and corrosion, and the method(s) used to combat leaks or failure.
On the other hand, some tanks were constructed with external access to the bottom. In these scenarios, an external inspection to determine the thickness is acceptable as long as there are no other maintenance requirements that deem an internal inspection necessary. The minimum requirements for tank bottom thickness at the next inspection are 0.10 inches (2.5 mm) if the bottom or foundation doesn’t have leak detection and containment or 0.05 inches (1.3mm) if the bottom has either a reinforced lining or leak detection and containment.
Regardless of the inspection approach applied, it is important that owners/operators understand the effectiveness of the inspection method used for gathering UT thickness measurements and determining the corrosion rate. For example, AUT, especially robotic-based techniques, are incredibly effective because they efficiently inspect the entire tank and generate high-quality data to inform maintenance and management decisions.
Step 3 - Reports and Recordkeeping
Beyond inspections, good reporting and recordkeeping are crucial for API 653 compliance. Tank owners/operators must maintain construction records, inspection, and repair histories for each asset.
- Construction records: nameplate information, drawings, specifications, construction completion report, and any results of material tests and analyses.
- Inspection history: inspection methods and measurements taken, the condition of the parts assessed at that time, and a record of all examinations and tests. Inspection records should also include the corrosion rate and inspection interval calculations.
- Repair/Alteration history: documentation of any repairs, alterations, replacements, and service changes made during the life of the tank.
The inspection history records will contain inspection reports created by the inspector which detail the inspection method(s) used, results, and recommendations. All recommendations and repairs made must be in writing along with justifications for postponing or canceling recommended service. Note, local jurisdictions may require additional reporting and recordkeeping for tank inspections beyond the scope of API 653.
The reports should include but are not limited to the following details:
- Description of the tank
- Date(s), scope, and details of the inspection and recommendations for repairs and/or monitoring actions required to restore the tank’s integrity
- Corrosion rates for the bottom and shell and settlement survey results
- Inspector information, including name, company, API 653 certification number, and signature
The onus is on the owner/operator of the tank to use the information given in the inspection report to develop the appropriate repair scope based on timing and criticality of repairs. For example, any repairs that are vital to the tank’s integrity should be made prior to returning the asset to service. Additionally, tank owners/operators should monitor the asset’s condition, measure the progression of existing damage mechanisms, and make predictions for future repairs.
By following these three steps to compliance with API 653 inspection standards, owners/operators reduce risk and increase the integrity of their tanks.
Submit the form below to download the API 653 Inspection Quick Guide.