
Anhydrous ammonia is commonly found in the power and chemical industries. Within power, anhydrous ammonia plays an essential role in the decomposition of nitrous oxides to reduce greenhouse gas emissions. In chemical, anhydrous ammonia is commonly used for agricultural fertilizer. Because anhydrous ammonia is lethal in low concentrations, it creates a number of challenges for the safe maintenance and inspection of the pressure vessels it's stored in. However, non-intrusive inspections utilizing robot-based NDT techniques eliminate safety concerns and provide the required coverage and data for API 510 external in lieu of internal deferrals.
The Role of Anhydrous Ammonia
In many industries, including power, chemical, and transportation, nitrogen oxides (NOX) are created in the combustion process of fuel at high temperatures. NOX is a family of gases that contribute to air pollution by forming smog and acid rain in the atmosphere[1]. It is created both organically and anthropogenically. Due to its negative environmental effects, the United States’ Environmental Protection Agency (EPA) regulates the release of NOX into the atmosphere[2] - which is how anhydrous ammonia plays an important role in the power industry.
The power industry utilizes Selective Catalytic Reduction (SCR) for NOX emissions control in coal and natural gas fired boilers. In general, the SCR process uses a metal-based catalyst and a nitrogen-based reducing agent, such as anhydrous (gaseous) ammonia, aqueous (liquid) ammonia, or urea, to reduce NOX to molecular nitrogen and water vapor[3]. Most commonly, anhydrous ammonia (NH3), is used as the reducing agent. It is injected into the boiler flue gas, which travels through flow distribution and catalyst layers. A metal based catalyst, such as vanadium, is used to expedite the process ensuring a higher NOX reduction efficiency. Commercial SCR systems can operate at over 90% efficiency, but due to cost restraints, most only reduce NOX at 70-90% efficiency[3].

Anhydrous ammonia is used to create agricultural fertilizer in the chemical industry due to its ease of use and application. When made into fertilizer, NH3 is pressurized and compressed into a liquid which requires particular storage conditions[4]. Additional uses of anhydrous ammonia in farming include controlling mold growth and corn silage[5].
Anhydrous ammonia can be lethal in low concentrations. Even in concentrations as low as 5 parts per million (ppm), it is detectable by humans and five minutes of exposure can cause nasal irritation. At 5,000 ppm, exposure will cause death by suffocation within minutes[5]. Anhydrous means “without water,” therefore, outside of properly pressurized storage vessels, NH3 seeks moisture albeit its source, including soil, grains, or human eyes, lungs, or skin[4]. As such, the storage, movement, and transportation of anhydrous ammonia are done with extreme care and safety measures.
Ammonia Tank Storage
As previously mentioned, NH3 is stored in pressurized vessels, typically bullet tanks, at about 250 psi and ambient temperatures. They are constructed of various grades of plated carbon steel:
- SA-516: ideal for ammonia storage
- SA-455: suitable for ammonia storage
- SA-212: discontinued materials due to failure mechanisms
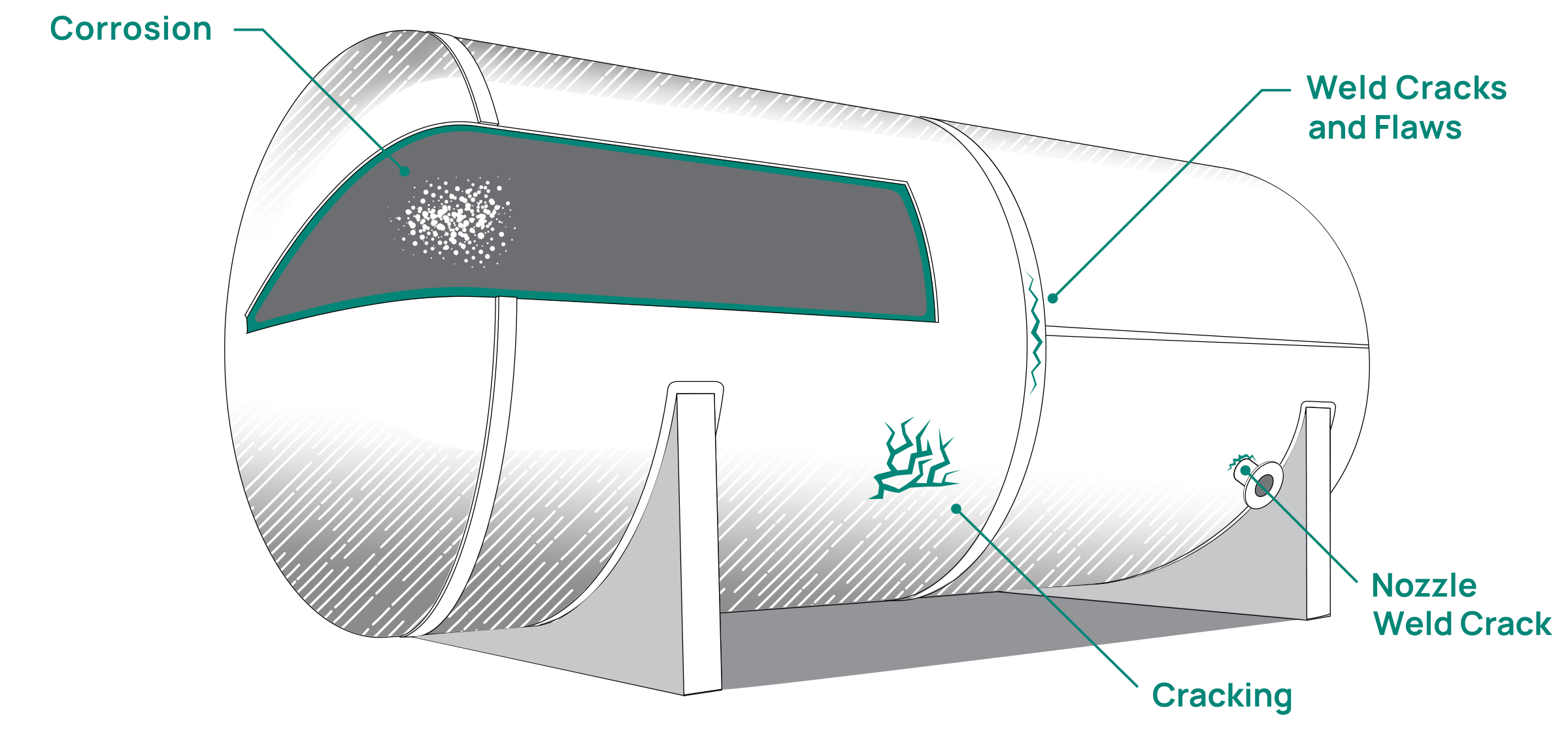
In general, steel plates with higher tensile strength and quality of material composition are preferred for anhydrous ammonia storage due to its volatility. The corrosion allowances allowed are typically between 0.0000” to 0.0625” (0-1.6 mm) depending on the design criteria. Therefore, little to no corrosion is permitted to ensure the vessel's safe operation. As displayed below, common damage mechanisms for anhydrous ammonia tanks include base metal corrosion and cracking, weld cracking and flaws, and nozzle cracking.
Non-Intrusive Inspections
Non-intrusive, or external, inspections utilize multiple technologies from the exterior of the vessel, while it is in service, to evaluate structural integrity. When used in combination, recent robotic technologies automate non-intrusive inspections to satisfy anhydrous ammonia pressure vessel external inspection requirements.
In accordance with the guidelines set forth in API 510 Pressure Vessel Inspection Code, external inspections in lieu of internal are permissible when certain vessel size, corrosion rate, remaining life, damage mechanism review, operating, inspection, and assessment conditions are met. Note: please consult API 510 documentation for code specifics. Additionally, external inspections must use an NDT technique that measures wall thickness, such as ultrasonic testing, and inspectors should collect adequate measurements on the shell, head, and nozzles.
Performing non-intrusive inspections has a myriad of benefits, including safety, reduction of damage exposure, and resource savings. Most importantly, external inspections promote safety for inspectors by eliminating confined space entry and, when using automated NDT methods, reducing access requirements for scaffolding or man lifts. Additionally, it eliminates the need for emptying, de-gassing, cleaning, blinding, and internal surface prep of the vessel prior to internal inspection. Prepping the vessel for internal inspection is expensive and potentially dangerous, but it also exposes the interior wall to flash rust, bright orange corrosion caused when unprotected iron is oxidized as the temperature drops[6].
As described above, the non-intrusive inspection method should provide the data and coverage required to satisfy the API 510 requirement. Robotic-based ultrasonic testing methods collect over 1,000x more data at speeds 10x faster than conventional approaches, providing extensive, high-quality, and actionable data.
- Rapid Ultrasonic Gridding (RUG) and Rapid AUT (R-AUT) are viable solutions for high-speed corrosion mapping on the shell and heads
- Tri-Lateral Phased Array (TriLat) is another robotic inspection solution for identifying and quantifying environmental cracking in the base metal
- Rapid Auto Weld (RAW) inspection is an automated tool for performing full shell to shell and shell to head weld inspections
Beyond automated inspection solutions, a comprehensive non-intrusive inspection for API 510 deferral should include thorough asset planning and reporting, including the following:
- Historical review: Provide guidance on external in lieu of internal qualifications, fitness for service, and RBI programs
- Serviceability assessment: MAWP determination, T_min assessment, inspection intervals, remaining life, and corrosion rate determination
- Pre-turnaround planning: More high-quality data for decision making, targeted repair scope, and increased efficiency
The result of proper inspection planning, execution, and reporting is quantifiable and actionable data accompanied by a growing suite of data visualization tools for maintaining and monitoring anhydrous ammonia pressure vessels over time.
References
- https://scied.ucar.edu/learning-zone/air-quality/nitrogen-oxides
- https://www3.epa.gov/region1/airquality/nox.html#:~:text=The%20EPA%20established%20the%20statewide,from%20sources%201990%20emissions%20rate.
- https://www3.epa.gov/ttncatc1/cica/files/cs4-2ch2.pdf
- https://www.mda.state.mn.us/pesticide-fertilizer/anhydrous-ammonia#:~:text=Anhydrous%20ammonia%20(NH3)%20is%20an,Anhydrous%20means%20%E2%80%9Cwithout%20water%E2%80%9D.
- https://extension.missouri.edu/publications/g1920#:~:text=In%20addition%20to%20its%20use,when%20applying%20it%20as%20fertilizer.
- https://www.canada.ca/en/conservation-institute/services/training-learning/in-person-workshops/understanding-flash-rusting.html#a4
Want to learn more about API 510 inspections for anhydrous ammonia pressure vessels?