
Assets in wet hydrogen sulfide (H2S) service, or sour service, environments are prone to a unique set of damage mechanisms that can result in catastrophic failure including loss of containment and even loss of life. Undetected or misinterpreted wet H2S cracking, blistering, and corrosion come at a high cost, but it is also common because the damage is primarily subsurface and even microscopic. A video created by the U.S. Chemical Safety Board is a stark reminder of the consequences of mismanaging assets in wet H2S service.
Understanding the factors associated with assets in sour service led refinery operators in the MidWest to follow a Risk-Based Inspection (RBI) approach. In doing so, they commissioned an external inspection of a butane sphere utilizing a brand new robotic tool specifically developed for identifying wet H2S damage, Tri-Lateral Phased Array (TriLat). The results were unexpected. The inspection uncovered severe cracking and blistering towards the base of the sphere - previously undetected by other NDT approaches.
This article explains wet H2S service damage mechanisms, the technology behind Tri-Lateral Phased Array, and a full-service approach for identifying the hidden enemy in sour service.
Defining Wet H2S Service and Damage Mechanisms
Wet H2S service damage is frequently seen in carbon and low alloy steel equipment contained within facilities that produce hydrocarbons, such as the oil and gas, chemical, and petrochemical industries. In the presence of moisture, H2S forms hydrogen atoms and sulphuric acid. These compounds interact with carbon steel and cause cracking, blistering, and corrosion.
The most common wet H2S damage mechanisms are:
Hydrogen induced cracking (HIC): planar cracking that occurs when atomic H diffuses into steel and forms hydrogen gas (H2) at trap sites. Pressurization by H2 forms cracking, stepwise cracking, and/or blistering in the wall.
Stress oriented HIC (SOHIC): more insidious than HIC, SOHIC is staggered HIC cracking formed perpendicular to the principal stress (residual or applied), resulting in a ladder-like crack array. Often occurs in the heat affected zones (HAZ) of welds in pressure vessels.
Sulfide Stress Cracking (SSC): cracking of metal involving corrosion and tensile stress in the presence of H2O and H2S.
The severity of the wet H2S environment is determined by the content’s pH and level of H2S (in ppm). In addition, the potential for equipment degradation is further influenced by temperature, presence of cyanide groups, exposure time, and nature of the base metal. According to API 579-1/ASME FFS-1, currently, there is not a widely accepted method for predicting the growth of wet H2S damage mechanisms; therefore, it is recommended to monitor affected equipment periodically.
Wet H2S is regularly misclassified as minor cracks, laminations, and base metal inclusions by other NDT techniques, such as tri-element AUT because it lacks the resolution and data density required for proper identification. Conversely, TriLat’s multidirectional focalization customization and two-axis resolution efficiently confirm wet H2S damage mechanisms.
A Phased Array Transducer Unlike Any Other
Tri-Lateral Phased Array (TriLat) is a revolutionary robotic phased array ultrasonic testing method for the on-stream inspection of fixed equipment in wet H2S service. TriLat identifies and quantifies wet H2S damage at unprecedented productivity and resolution. TriLat is also a solution for crack detection in the parent metal of cladded and lined fixed equipment.
Within one unit, TriLat combines the power of two probes containing three angle beam sets to identify damage and macrocracking at the earliest stages. To overcome the challenges of this probe placement, TriLat utilizes a combination of active and passive focalization to control the beam steering and focusing in the active plane. This allows for the inspection of thicker base metals than comparative tri-element techniques.
One probe is set in a lateral configuration, and the other is in a linear configuration. They are positioned at two different skew angles and contain 64 elements each. The result is 128 elements firing with an electronic resolution of 0.024”x0.039”, which provides a data density that is 25x greater than conventional AUT.
TriLat builds upon the prior development of Rapid Automated Ultrasonic Testing (R-AUT), a robotic inspection technique that uses rastering and a linear probe to efficiently scan equipment for corrosion. TriLat is driven by the same robotics and rastering as R-AUT, but instead utilizes the aforementioned probe for identifying subsurface cracking and damage at speeds 2x, 5x, or even 10x faster depending on the probe size selected.
Lastly, data collected from two phased array probes means greater visibility into damage mechanisms in the base layer. TriLat creates A, B, C, and D scans to detect and size periphery cracking, lamellar tearing, and stepwise cracking. In recent field inspections, cracks and lamellar tearing down to 1 mm in size have been found. Early-stage identification of damage allows operators to initiate monitoring programs sooner. Importantly, it is also able to distinguish between actual cracking and inherent flaws from steel manufacturing to rule out false positives.
One important distinction is that Tri-Lateral Phased Array is intended for the inspection of base metals. However, it is well understood that wet H2S damage is often located in the heat affected zones (HAZ) and weld lines. Therefore, the combination of two robot-enabled NDT techniques, Tri-Lateral Phased Array and Rapid Auto Weld (RAW) inspections, provide the vital coverage and data needed to confidently find and assess damage in assets before they fail.
TriLat + RAW = Full Service Wet H2S Damage Detection
Many fixed assets in the oil and gas and petrochemical industries have wet H2S damage. Because of this, facility operators need a full-service solution for identifying and quantifying the silent enemy in sour service.
While this article covered the benefits of TriLat in identifying wet H2S damage in the base layer of metals, it’s important to note the crucial role RAW plays in identifying SOHIC and SSC within the HAZ and weld lines. RAW provides thousands of UT readings per square foot (0.09 square meters) at speeds 5x faster than conventional AUT. RAW can also be paired with time of flight diffraction (TOFD) to dive deeper into the severity of corrosion caused by wet H2S damage.
Besides efficiency and data density, TriLat and RAW are also safe alternatives for inspectors. Not only are these techniques prime candidates for non-intrusive inspections, but the robots can also go where humans cannot, or should not, go. These methods eliminate the need for confined space entry (CSE) and for costly support structures such as scaffolding and ropes.
Coming Full Circle
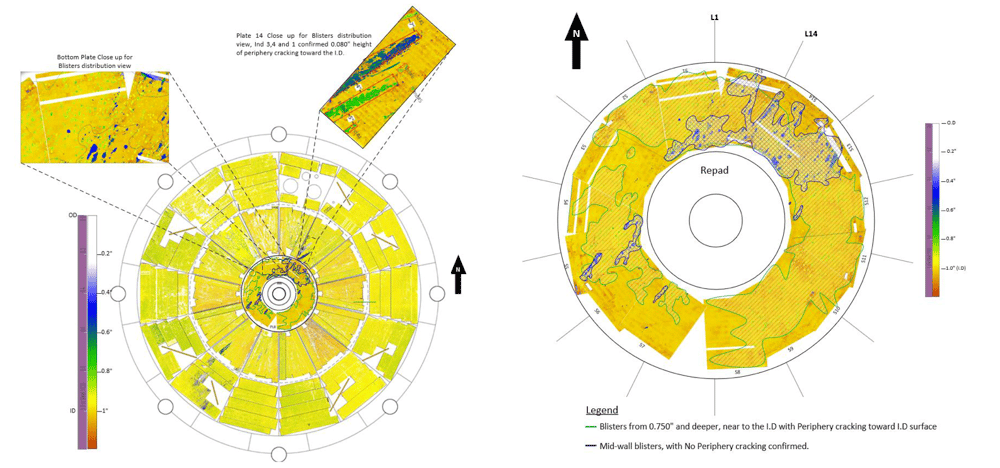
Returning back to the butane sphere mentioned in the introduction, it was inspected using both Tri-Lateral and RAW. The goal was to complete an external inspection in lieu of an internal inspection for the next RBI interval. At the time, operators were not privy to wet H2S damage at the bottom third of the sphere. However, Tri-Lateral’s data density and resolution revealed widespread blistering and cracking, as shown in the C-scan data visualization below. Due to the severity of damage identified, operators were forced to take the sphere out of service to complete an internal inspection and repairs - the very action they tried to avoid.
Refinery operators were lucky enough to identify and quantify the wet H2S damage in the butane sphere before it resulted in failure. But without sophisticated tools like Tri-Lateral and RAW, many other assets are at risk. The data provided by a full service wet H2S damage identification program give operators the insight necessary to make well-informed maintenance and management decisions.